Stocklist - Thermoforming machines
Last update: 19.11.2019
VM 042: RDK 80 k
Illig automatic pressure forming machine RDK 80 k,
basic machine with following equipment:
|
|
Illig material roll stand, type ROK 800 |
|
|
1 set clamping cones for reel cores with inside diameter of 70 - 95 mm |
|
|
pneumatic reel loading device |
|
|
Illig roll pre-heater, type VHW 90/2b |
|
|
field bus connection |
|
|
air conditioner for control cabinet |
|
|
adapter for stand to position VHW |
|
|
Illig RDK 80 k with |
|
|
ThermoLineControl |
|
|
start-up operation with reduced number of cycles |
|
|
heater-compensation: improvement of repeatability of heating |
|
|
dynamic process optimization for speeds up to 55 cycles |
|
|
field-bus interlinkage for material roll stand ROK 800 and VHW 90/2b |
|
|
cross adjustment of material web |
|
|
automatic lubrication for material transport chains |
|
|
upper and lower heater with longitudinal row control, 4 rows of short heater elements each (122 x 60) can be switched off on feed side to adapt length to heating area |
|
|
upper and lower heater with HTSs heater elements |
|
|
heater covers, water-cooled, with parking position |
|
|
spreading device, servo-driven, additionally in front of forming station |
|
|
servo-drive for upper clamping frame and pre-stretcher |
|
|
separate tool cooling on forming station |
|
|
blowing-out device, manually, for tool cooling water |
|
|
actuation for A/B stacking in forming tool |
|
|
print mark registration control in center of forming tool |
|
|
device for tool change on thermoforming station |
|
|
stacking station with counting and push-out device |
|
|
servo-drive for clamping, break-out and push-out movement in operating direction |
|
|
discharge conveyor with 2550 mm length |
|
|
air conditioner for control cabinet |
|
|
skeletal rewinding device with pneumatic roll push-out unit |
|
|
C.M.G. skeletal web granulator, type NT35120RSE |
|
|
feed chute for forming parts |
|
|
C.M.G. conveyor for remaining material |
|
|
M/C auto sealing machine (year of construction: 2012) with |
|
|
M/C shrink oven tunnel (year of construction: 2015) |
Year of construction: 2014
Working hours: 3.000
Price: on request, in Germany additional VAT, FCA, subject to prior sale
The machine can be watched after agreement of date.
Technical modifications reserved.
 |
||||||||||||||
 |
 |
 |
 |
 |
 |
 |
 |
|||||||
 |
||
 |
 |
|
VM 043: RDK 80 k
Illig automatic pressure forming machine RDK 80 k,
Basic machine with following equipment:
|
|
Illig material roll stand, type ROK 800 |
|
|
1 set clamping cones for reel cores with inside diameter of 70 - 95 mm |
|
|
pneumatic reel loading device |
|
|
Illig roll pre-heater, type VHW 90/2b |
|
|
field bus connection |
|
|
air conditioner for control cabinet |
|
|
adapter for stand to position VHW |
|
|
Illig RDK 80 k with |
|
|
ThermoLineControl |
|
|
start-up operation with reduced number of cycles |
|
|
heater-compensation: improvement of repeatability of heating |
|
|
dynamic process optimization for speeds up to 55 cycles |
|
|
field-bus interlinkage for material roll stand ROK 800 and VHW 90/2b |
|
|
cross adjustment of material web |
|
|
automatic lubrication for material transport chains |
|
|
upper and lower heater with longitudinal row control, 4 rows of short heater elements each (122 x 60) can be switched off on feed side to adapt length to heating area |
|
|
upper and lower heater with HTSs heater elements |
|
|
heater covers, water-cooled, with parking position |
|
|
spreading device, servo-driven, additionally in front of forming station |
|
|
servo-drive for upper clamping frame and pre-stretcher |
|
|
separate tool cooling on forming station |
|
|
blowing-out device, manually, for tool cooling water |
|
|
actuation for A/B stacking in forming tool |
|
|
print mark registration control in center of forming tool |
|
|
device for tool change on thermoforming station |
|
|
stacking station with counting and push-out device |
|
|
servo-drive for clamping, break-out and push-out movement in operating direction |
|
|
discharge conveyor with 2550 mm length |
|
|
air conditioner for control cabinet |
|
|
skeletal rewinding device with pneumatic roll push-out unit |
|
|
C.M.G. skeletal web granulator, type NT35120RSE |
|
|
feed chute for forming parts |
|
|
C.M.G. conveyor for remaining material |
|
|
M/C auto sealing machine (year of construction: 2012) with |
|
|
M/C shrink oven tunnel (year of construction: 2015) |
Year of construction: 2014
Working hours: 2.500
Price: on request, in Germany additional VAT, FCA, subject to prior sale
The machine can be watched after agreement of date.
Technical modifications reserved.
 |
||||||||||
 |
 |
 |
 |
 |
 |
|||||
 |
||||
 |
 |
 |
||
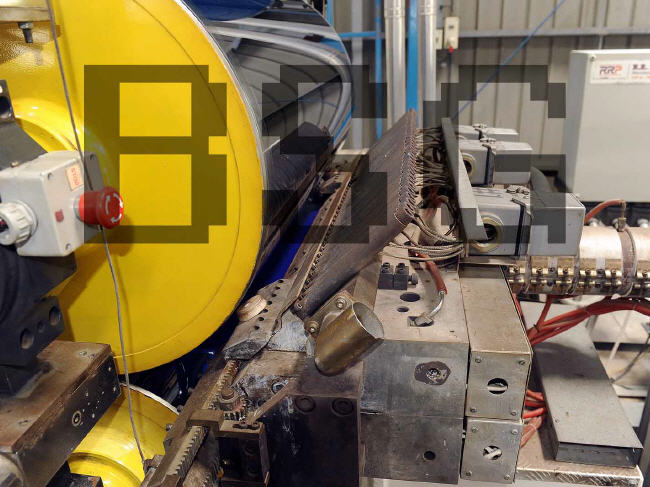
VM 044: RRP extrusion line for PP mono layer
Model: RRSL 150/33 (1000 mm) SP series sheet line plant
Material: PP/HIPS (thermoforming grade)
Thickness: 0.4 mm to 2.5 mm (thickness variation less than ± 3%)
Sheet width: 850mm (after trim)
Sheet output: 750 – 800 kg/hr for PP, 900 – 1000 kg/hr for HIPS
Screw material: Bimetallic
Barrel material: Bimetallic (X-ALLOY, USA)
Screw dia.: 150 mm
L/D Ratio: 33:1
Main Drive: 200 kW AC heavy duty Motor [Make-Siemens]
with AC frequency variable drive [Make – A.B.B.]
Extrusion line with following equipment:
Screen changer: Hydraulic dual plunger continuous type [RRSC/HDPLUC – 120]
Melt pump: RRMP/EX – 70 (Make – MAAG - Switzerland)
Static mixture: [RRSM – 3 – 6]
Sheet die: [RRDH/I – 1000] (coat hanger type)
EDI auto flex Die (made in China) model: - VIII LH 100 die 1000
Vertical calender unit: [RRCAL/SPV – 400/600/600 x 1000] with servo drive
Thermoregulation unit: [RRTRU/W – 7]
Thickness measure gauge: Laser
Dual edge trim grinder: [RRETG – 300] with auto feedback
Edge trim winder: [Make Bonfiglioli, Italy]
Nip roll unit: [RRNU/SP – 1000]
Static eliminato: [RRSE - 1000]
Two station jumbo winder: [RRWU/J2 – 1000] [Make – Bonfiglioli, Italy]
driven by AC frequency variable drive, Maximum dia.: 1200mm
Year of construction: 2015
Working hours: 6.000
Price: on request, in Germany additional VAT, FCA, subject to prior sale
The machine can be watched after agreement of date.
Technical modifications reserved.
 |
||||||||||||||
 |
 |
 |
 |
 |
 |
 |
 |
|||||||
 |
||||||||
 |
 |
 |
 |
 |
||||
 |
||
 |
 |
|
(C) 2009 Becker Service GmbH - All rights reserved.